Hitre povezave


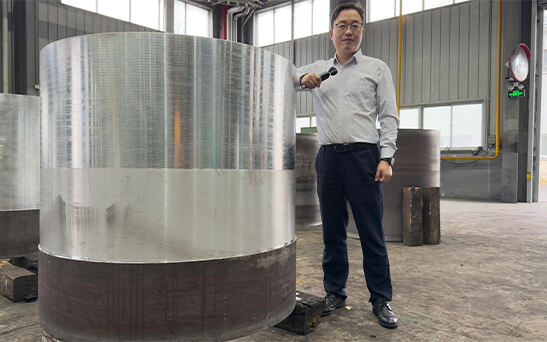
Kot odgovor na posebne zahteve naše stranke smo uspešno prilagodili kovano cev iz aluminijeve zlitine 5083 velike velikosti z dolžino 1.2 metra. Stroge dimenzijske specifikacije in velika težava pri izdelavi so predstavljale pomembne izzive, saj niso preizkušali samo lastnosti materiala, temveč tudi natančnost našega nadzora procesa in zmogljivosti opreme.

1. Analiza zahtev in razvoj načrta
Naročnik je za kovano cev postavil stroge zahteve: izjemno velik premer, visoka dimenzijska natančnost in posebna dolžina 1.2 metra. Zaradi teh specifikacij je bil proizvodni proces še posebej zahteven, ne le v smislu doseganja enotnosti za prevelik premer, temveč tudi pri obravnavanju tehničnih omejitev kovanja tako dolge cevi.
Po večkratnih pogovorih s stranko smo razvili proizvodni načrt po meri in izbrali aluminijevo zlitino 5083 kot surovino, da bi zagotovili mehanske lastnosti izdelka in odpornost proti koroziji.

2. Izbira materiala
Aluminijeva zlitina 5083 je znana po svoji odlični trdnosti, odpornosti proti koroziji in varljivosti, zaradi česar je idealna izbira za pomorski inženiring, tlačne posode in velike strukturne komponente. Pridobili smo visokokakovostne gredice iz aluminijeve zlitine 5083, da bi zagotovili, da kemična sestava in metalurška kakovost ustrezata zahtevanim standardom, kar zagotavlja učinkovitost izdelka od samega začetka.

3. Nadzor procesa kovanja
Kovanje cevi tako velikega premera in dolžine 1.2 metra zahteva izjemne zmožnosti vodenja procesa. Za ta projekt smo izvedli naslednje ključne ukrepe:
● Ogrevanje: gredica iz aluminija 5083 je bila segreta na optimalno temperaturno območje kovanja, pri čemer se je izognilo pregretju, ki bi lahko povzročilo grobo zrnato strukturo, ali premajhnemu segrevanju, ki bi lahko preprečilo deformacijo. To je zagotovilo, da je material deformiran v svojem plastičnem območju.
● Postopek kovanja:
Za postopno razširitev in oblikovanje cevi je bila uporabljena velika hidravlična stiskalnica z natančnim nadzorom tlaka kovanja in hitrosti deformacije, da se zagotovi enakomerna porazdelitev zrn v materialu.
Izvedenih je bilo več vmesnih toplotnih obdelav, da bi odpravili potencialne koncentracije napetosti in mikrorazpoke med kovanjem, kar je dodatno izboljšalo splošno učinkovitost materiala.
●Dimenzijski nadzor: Po kovanju je bila uporabljena oprema za natančno merjenje, ki je korak za korakom popravljala kakršna koli odstopanja dimenzij, kar je zagotovilo, da končni izdelek izpolnjuje naročnikove zahteve glede natančnosti.

4. Inšpekcija kakovosti
Po postopku kovanja smo izvedli obsežne preglede kakovosti kovane cevi, da bi zagotovili notranjo in zunanjo kakovost:
●Ultrazvočno testiranje: Zagotovljeno, da je cev brez notranjih razpok, praznin ali nečistoč.
●Dimenzijske meritve: Izvedene večtočkovne meritve premera in dolžine, da se zagotovi, da so odstopanja v razponu, ki ga je določil naročnik.
● Preizkus mehanskih lastnosti: Preverjeno, ali trdnost in žilavost cevi ustrezata zahtevanim standardom.
S strogimi pregledi kakovosti je izdelek uspešno prestal naročnikova merila sprejemljivosti.
5. Dostava stranki
Končno smo v predvidenem roku zaključili proizvodnjo velike kovane cevi. Izdelek je izpolnil pričakovanja naročnika glede dimenzij, zmogljivosti in videza ter si prislužil visoke pohvale. Ta projekt ni le pokazal našega tehničnega znanja in izkušenj pri izdelavi velikih kovanih komponent, temveč je zagotovil tudi dragocene izkušnje za prihodnje projekte.

Han Wei, uvozno in izvozno trgovsko podjetje z napredno predelovalno opremo za aluminijeve surovine, kot so aluminijaste plošče in druge aluminijeve surovine, kot glavno dejavnost.
No.618 Shengfu Road, Jiuting Town, Songjiang District, Šanghaj, Kitajska
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. Vse pravice pridržane - Pravilnik o zasebnosti - Blog