Przydatne linki


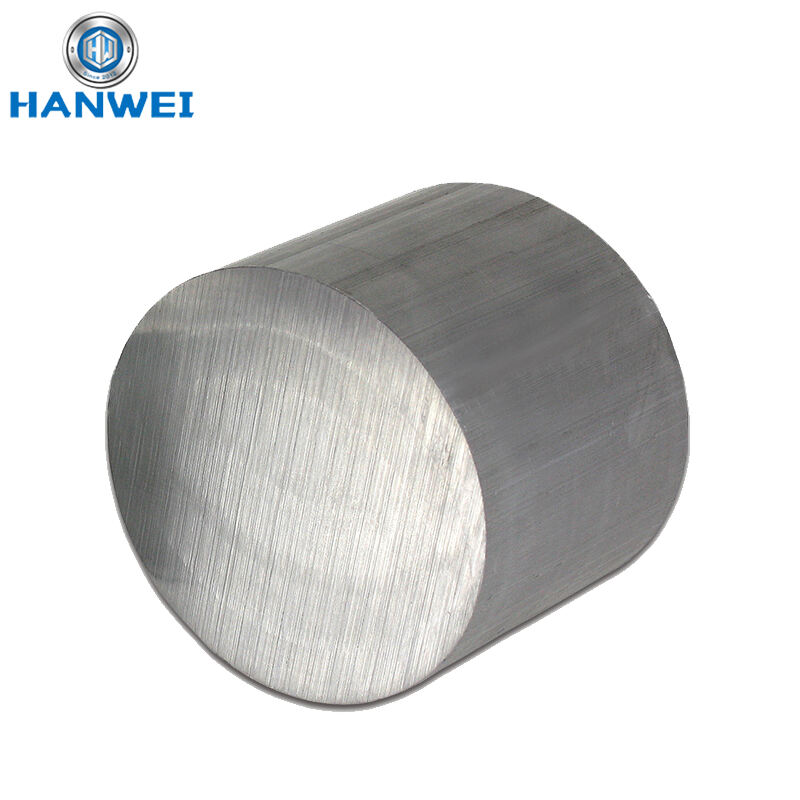
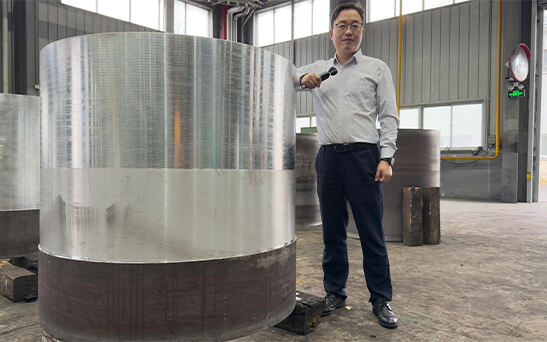
W odpowiedzi na szczególne wymagania naszego klienta, z powodzeniem dostosowaliśmy superwymiarową rurę kutą ze stopu aluminium 5083 o długości 1.2 metra. Rygorystyczne specyfikacje wymiarowe i wysoki poziom trudności produkcji stanowiły poważne wyzwanie, testując nie tylko właściwości materiału, ale także precyzję kontroli procesu i możliwości sprzętu.

1. Analiza wymagań i opracowanie planu
Klient postawił surowe wymagania dla kutej rury: wyjątkowo duża średnica, wysoka dokładność wymiarowa i specjalna długość 1.2 metra. Te specyfikacje sprawiły, że proces produkcji był szczególnie trudny, nie tylko pod względem osiągnięcia jednorodności dla nadwymiarowej średnicy, ale także pod względem uwzględnienia ograniczeń technicznych związanych z kuciem tak długiej rury.
Po licznych rozmowach z klientem opracowaliśmy dostosowany plan produkcji i wybraliśmy stop aluminium 5083 jako surowiec, aby zapewnić odpowiednie właściwości mechaniczne produktu i odporność na korozję.

2. Wybór materiału
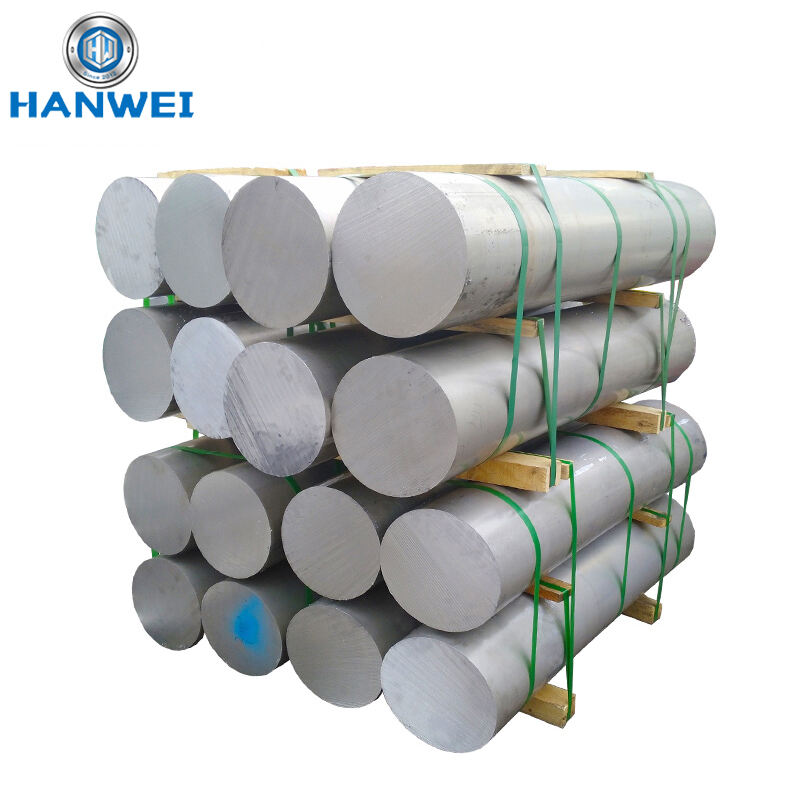
Stop aluminium 5083 jest znany ze swojej doskonałej wytrzymałości, odporności na korozję i spawalności, co czyni go idealnym wyborem dla inżynierii morskiej, zbiorników ciśnieniowych i dużych elementów konstrukcyjnych. Pozyskaliśmy wysokiej jakości kęsy stopu aluminium 5083, aby upewnić się, że skład chemiczny i jakość metalurgiczna spełniają wymagane normy, gwarantując wydajność produktu od samego początku.

3. Kontrola procesu kucia
Kucie rury o tak dużej średnicy i długości 1.2 metra wymaga wyjątkowych możliwości kontroli procesu. W ramach tego projektu wdrożyliśmy następujące krytyczne środki:
●Podgrzewanie: Aluminiowy wlewek 5083 został podgrzany do optymalnego zakresu temperatur kucia, unikając przegrzania, które mogłoby prowadzić do struktury gruboziarnistej lub niedogrzania, które mogłoby utrudniać odkształcenie. Dzięki temu materiał został odkształcony w zakresie plastyczności.
●Proces kucia:
Do stopniowego rozszerzania i kształtowania rury użyto dużej prasy hydraulicznej, przy czym precyzyjna kontrola ciśnienia kucia i prędkości odkształcania miała zapewnić równomierny rozkład ziaren w materiale.
Przeprowadzono wielokrotne pośrednie obróbki cieplne w celu wyeliminowania potencjalnych koncentracji naprężeń i mikropęknięć podczas kucia, co dodatkowo poprawiło ogólną wydajność materiału.
●Kontrola wymiarowa: Po zakończeniu procesu kucia zastosowano precyzyjny sprzęt pomiarowy, aby krok po kroku korygować wszelkie odchylenia wymiarowe, co pozwoliło zagwarantować, że produkt końcowy spełnia wymagania klienta dotyczące dokładności.

4. Kontrola jakości
Po procesie kucia przeprowadziliśmy kompleksową kontrolę jakości kutych rur, aby zapewnić zarówno jakość wewnętrzną, jak i zewnętrzną:
●Badanie ultradźwiękowe: Upewnia się, że rura nie ma wewnętrznych pęknięć, pustych przestrzeni ani zanieczyszczeń.
●Pomiary wymiarowe: Przeprowadzono wielopunktowe pomiary średnicy i długości, aby upewnić się, że odchylenia mieszczą się w zakresie określonym przez klienta.
●Badanie właściwości mechanicznych: Potwierdzono, że wytrzymałość i trwałość rury spełniają wymagane normy.
Dzięki rygorystycznej kontroli jakości produkt pomyślnie spełnił kryteria akceptacji klienta.
5. Dostawa do Klienta
Na koniec ukończyliśmy produkcję super-size forged pipe zgodnie z harmonogramem. Produkt spełnił oczekiwania klienta pod względem wymiarów, wydajności i wyglądu, zyskując wysokie uznanie. Ten projekt nie tylko zademonstrował naszą wiedzę techniczną w zakresie produkcji dużych kutych elementów, ale także zapewnił cenne doświadczenie dla przyszłych projektów.

Han Wei to firma zajmująca się importem i eksportem, której główną działalnością jest zaawansowany sprzęt do przetwarzania surowców aluminiowych, takich jak arkusze aluminiowe i inne surowce aluminiowe.
No.618 Shengfu Road, miasto Jiuting, dystrykt Songjiang, Szanghaj, Chiny
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. Wszelkie prawa zastrzeżone - Polityce prywatności - Blog