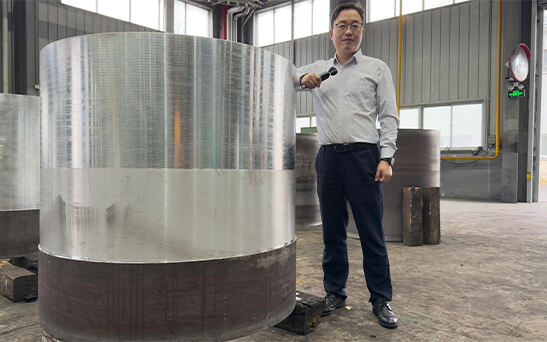
Som svar på de spesifikke kravene til kunden vår, tilpasset vi et superstort 5083 smidt rør i aluminiumslegering med en lengde på 1.2 meter. De strenge dimensjonsspesifikasjonene og høye produksjonsvanskelighetene ga betydelige utfordringer, og testet ikke bare materialegenskapene, men også presisjonen til vår prosesskontroll og utstyrsevne.

1. Behovsanalyse og planutvikling
Byggherren stilte strenge krav til det smidde røret: en eksepsjonelt stor diameter, høy dimensjonsnøyaktighet og en spesiell lengde på 1.2 meter. Disse spesifikasjonene gjorde produksjonsprosessen spesielt utfordrende, ikke bare når det gjelder å oppnå ensartethet for den overdimensjonerte diameteren, men også når det gjelder å håndtere de tekniske begrensningene ved å smi et så langt rør.
Etter flere diskusjoner med kunden utviklet vi en tilpasset produksjonsplan og valgte 5083 aluminiumslegering som råmateriale for å sikre produktets mekaniske egenskaper og korrosjonsbestandighet.

2. Materialvalg
5083 aluminiumslegering er kjent for sin utmerkede styrke, korrosjonsbestandighet og sveisbarhet, noe som gjør den til et ideelt valg for marin engineering, trykkbeholdere og store strukturelle komponenter. Vi kjøpte høykvalitets 5083 aluminiumslegeringer for å sikre at den kjemiske sammensetningen og metallurgiske kvaliteten oppfylte de nødvendige standardene, og garanterer produktytelse fra begynnelsen.

3. Smiprosesskontroll
Å smi et rør med en så stor diameter og en lengde på 1.2 meter krever eksepsjonelle prosesskontrollegenskaper. For dette prosjektet har vi implementert følgende kritiske tiltak:
●Oppvarming: 5083 aluminiumsblokken ble oppvarmet til det optimale smitemperaturområdet, og unngikk overoppheting som kan føre til grov kornstruktur eller underoppheting som kan hindre deformasjon. Dette sikret at materialet ble deformert innenfor plastområdet.
●Smiingsprosess:
En stor hydraulisk presse ble brukt for å gradvis utvide og forme røret, med presis kontroll av smitrykk og deformasjonshastighet for å sikre jevn kornfordeling i materialet.
Flere mellomliggende varmebehandlinger ble utført for å eliminere potensielle spenningskonsentrasjoner og mikrosprekker under smiing, noe som ytterligere forbedret materialets generelle ytelse.
●Dimensjonskontroll: Etter smiing ble presisjonsmåleutstyr brukt for å korrigere eventuelle dimensjonsavvik trinn for trinn, for å sikre at sluttproduktet oppfylte kundens nøyaktighetskrav.

4. Kvalitetskontroll
Etter smiprosessen gjennomførte vi omfattende kvalitetskontroller på det smidde røret for å sikre både intern og ekstern kvalitet:
●Ultralydtesting: Sørget for at røret var fritt for interne sprekker, hulrom eller urenheter.
●Dimensjonsmåling: Utførte flerpunktsmålinger av diameter og lengde for å sikre at avvikene var innenfor kundens spesifiserte område.
●Mekanisk egenskapstesting: Verifisert at rørets styrke og seighet oppfylte de nødvendige standardene.
Gjennom strenge kvalitetsinspeksjoner bestod produktet med suksess kundens akseptkriterier.
5. Kundelevering
Til slutt fullførte vi produksjonen av det superstore smidde røret etter planen. Produktet møtte kundens forventninger når det gjelder dimensjoner, ytelse og utseende, og fikk stor ros. Dette prosjektet demonstrerte ikke bare vår tekniske ekspertise innen produksjon av store smidde komponenter, men ga også verdifull erfaring for fremtidige prosjekter.

Han Wei, et import- og eksporthandelsselskap med avansert prosessutstyr for aluminiumsråvarer som aluminiumsplater og andre aluminiumråvarer som hovedvirksomhet.
No.618 Shengfu Road, Jiuting Town, Songjiang-distriktet, Shanghai, Kina
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. Alle rettigheter reservert - Personvernerklæring - Blogg