Snelle links


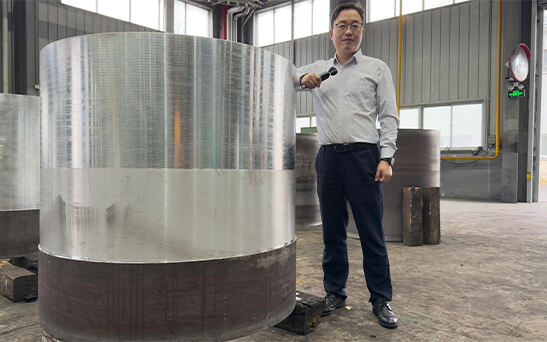
In reactie op de specifieke eisen van onze klant, hebben we met succes een supergrote 5083 aluminiumlegering geperst buis met een lengte van 1,2 meter aangepast. De strikte dimensionele specificaties en de hoge productiemoeilijkheid vormden aanzienlijke uitdagingen, niet alleen voor de materiaaleigenschappen, maar ook voor de precisie van ons procesbeheer en apparatuurcapaciteiten.

1. Eiseanalyse en Planontwikkeling
De klant stelde strikte eisen voor de geperste buis: een uitzonderlijk grote diameter, hoge dimensionele nauwkeurigheid en een speciale lengte van 1,2 meter. Deze specificaties maakten het productieproces bijzonder uitdagend, niet alleen om uniformiteit te bereiken voor de oversized diameter, maar ook om de technische beperkingen van het persen van zo'n lange buis aan te pakken.
Na meerdere discussies met de klant, hebben we een aangepast productieplan ontwikkeld en 5083 aluminiumlegering geselecteerd als grondstof om de mechanische eigenschappen en corrosiebestendigheid van het product te waarborgen.

2. Materiaalkeuze
De 5083 aluminiumlegering staat bekend om zijn uitstekende sterkte, corrosiebestendigheid en smetbaarheid, wat het een ideale keuze maakt voor mariene techniek, drukvaten en grote structurele onderdelen. We hebben hoge-kwaliteit 5083 aluminiumlegering ingots gebruikt om ervoor te zorgen dat de chemische samenstelling en de metaalkundige kwaliteit aan de vereiste normen voldoen, waarmee de productprestaties vanaf het begin worden gegarandeerd.

3. Stootprocesbeheersing
Het stoten van een buis met zo'n grote diameter en een lengte van 1,2 meter vereist uitzonderlijke procesbeheersingsvaardigheden. Voor dit project hebben we de volgende cruciale maatregelen genomen:
●Verwarming: De 5083 aluminium billet werd verhit tot de optimale smeedtemperatuursbereik, zorgvuldig vermijdend overtouwen wat kan leiden tot een grove kristallijksstructuur of onvoldoende verwarming wat deformatie zou kunnen belemmeren. Dit zorgde ervoor dat het materiaal binnen zijn plastische bereik werd gedektoreerd.
●Smeedproces:
Een grote hydraulische pers werd gebruikt om geleidelijk de buis uit te breiden en vorm te geven, met nauwkeurige controle van de smeeddruk en de snelheid van deformatie om een uniforme korrelverdeling in het materiaal te waarborgen.
Meerdere tussentijdse thermische behandelingen werden uitgevoerd om eventuele spanningen en microscheuren tijdens het smeden te elimineren, wat de algehele prestaties van het materiaal verder verbeterde.
●Afmetingscontrole: Na het smeden werd er gebruikgemaakt van precisie meetapparatuur om stapsgewijs eventuele afwijkingen in de afmetingen te corrigeren, zodat het eindproduct aan de nauwkeurigheidsvereisten van de klant voldoet.

4. Kwaliteitscontrole
Na het smeedproces hebben we uitgebreide kwaliteitscontroles uitgevoerd op de gesmeede buis om zowel de interne als externe kwaliteit te waarborgen:
●Ultrasgeluidstest: Gezorgd dat de buis vrij was van interne barsten, leegtes of onreinigheden.
●Afmetingsmeting: Uitgevoerd multi-puntmetingen van de diameter en lengte om ervoor te zorgen dat afwijkingen binnen het door de klant gespecificeerde bereik lagen.
●Mechanische eigenschappen test: Gecontroleerd dat de sterkte en taaiheid van de buis aan de vereiste normen voldeden.
Door strikte kwaliteitscontroles slaagde het product erin om de acceptatiecriteria van de klant succesvol te halen.
5. Levering aan de klant
Ten slotte hebben we de productie van de oversized gesmeede buis volgens schema voltooid. Het product voldaan aan de verwachtingen van de klant in termen van afmetingen, prestaties en uiterlijk, waardoor het veel lof oogstte. Dit project toonde niet alleen onze technische expertise in de productie van grote gesmeede onderdelen, maar leverde ook waardevolle ervaring op voor toekomstige projecten.

Han Wei, an import and export trading company with advanced processing equipment for aluminum raw materials such as aluminum sheets and other aluminum raw materials as its main business.
Nr. 618 Shengfu Road, Jiuting Town, Songjiang District, Shanghai, China
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. Alle rechten voorbehouden - Privacybeleid-Blog