Snelle links


Klasse: 6061
Temperatuur: T6
Productieproces: Smeedwerk
Andere eisen: Klasse A ultrageluidcontrole

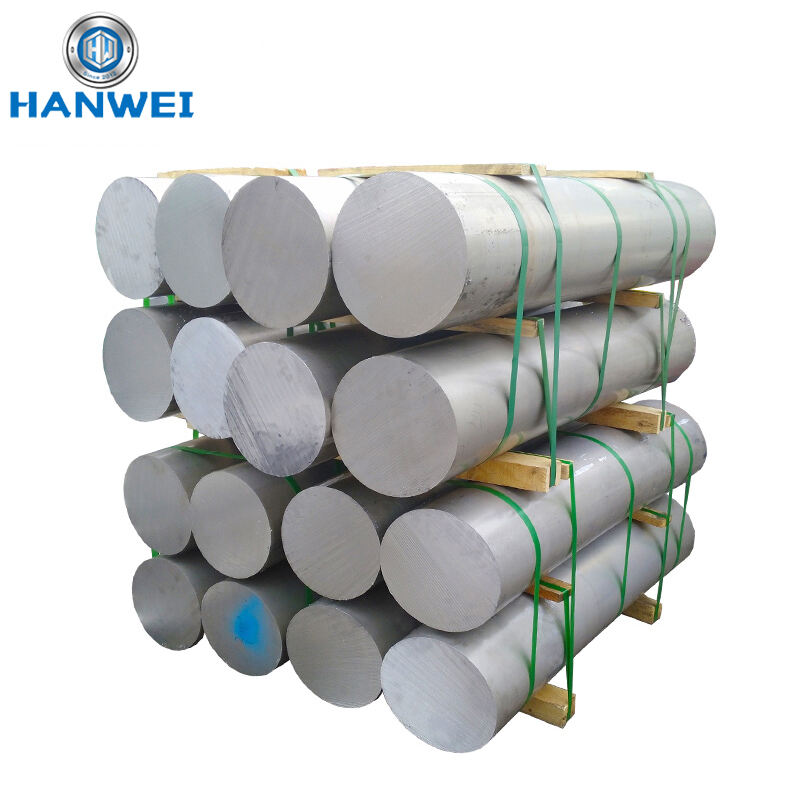
Productieproces van 6061 Aluminium Grote Ge Forgeerde Buizen met Groeven
Volgens de eisen van de klant heeft onze bedrijf succesvol een hoogsterkte 6061 aluminium grote geperste buis geproduceerd en precisegedraaide kantels uitgevoerd aan beide uiteinden van het product. Dit zorgde ervoor dat het product aan de toepassingsvereisten voldoet en uitstekende prestaties vertoont.

Productieproces
1. Materialenselectie en voorbereiding
6061 aluminiumlegering werd gekozen als ruwe materiaal vanwege de volgende kenmerken:
●Hoog Sterkte: Geschikt voor structurele onderdelen die grote belastingen dragen.
●Uitmuntende Corrosieresistentie: Ideaal voor gebruik in verschillende omgevingen.
●Uitstekende bewerkbaarheid: Garandeert precisie tijdens het volgende verwerking- en groefproces.
Tijdens de materiaalvoorbereiding werden strikte inspecties uitgevoerd op de chemische samenstelling en de metaalurgische kwaliteit van de staaf om te waarborgen dat deze volledig aan de producteiseisen voldeden.

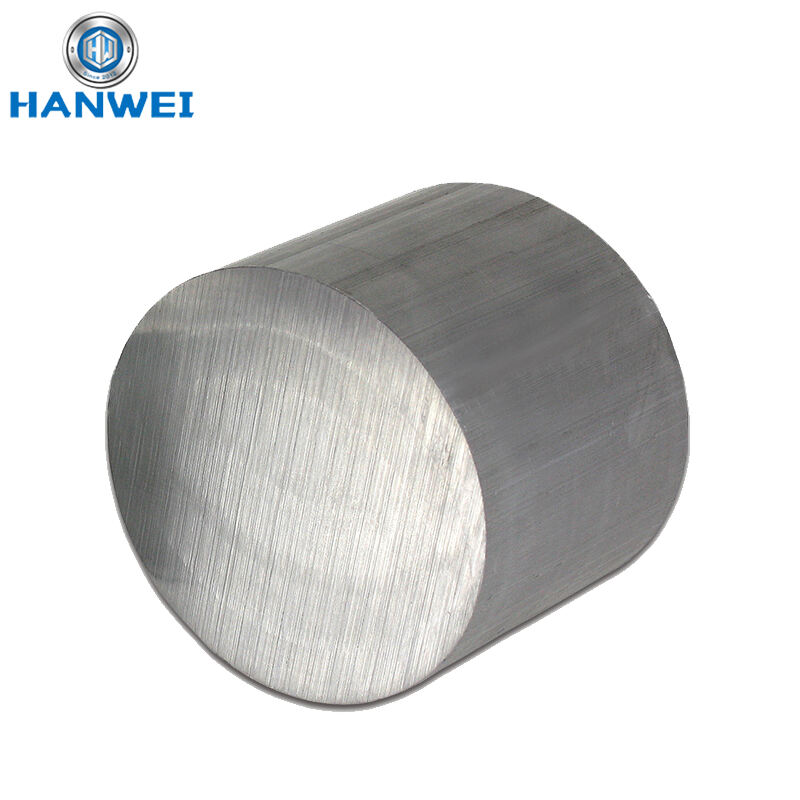
2. Productie van de Grote Geperste Buis
We hebben geavanceerde persietechnologie gebruikt om de 6061-aluminium grote geperste buis te produceren. De belangrijkste stappen zijn als volgt:
●Verhitten: De staaf werd verhit tot de optimale persstemperatuur voor het 6061-legering, zorgend dat het metaal in de beste plastische toestand was.
●Persen en Vormen:
●Met een hydraulische drukpers van hoge tonnage werd de staaf geleidelijk uitgebreid en geperst tot een grote buisvorm.
●Druk, vervormingsnelheid en temperatuur werden tijdens het proces streng gecontroleerd om een uniform korrelverdeling te waarborgen.
●Warmtebehandeling: De buis onderging oplossingsbehandeling en kunstmatig ouderen om de sterkte en taaiheid te verbeteren, waardoor de T6 temper bereikt werd.
●Afmetingsnauwkeurigheid controle: De diameter, dikte en lengte van de buis werden meerdere keren gemeten en aangepast om volledige overeenstemming met klantenspecificaties te waarborgen.

3. Insnijding aan beide einden
Na het vervaardigen van de gestoten buis werd er nauwkeurige insnijding uitgevoerd aan beide uiteinden van het product.
●Nauwkeurige insnijding: Multi-houwer snijden werd gebruikt om geleidelijk gladde en afmetingsnauwkeurige groeven te creëren.
●Afmetings- en kwaliteitscontrole:
●Hoognauwkeurige meetinstrumenten werden gebruikt om de diepte, breedte en positie van de groeven te controleren om te waarborgen dat alle parameters aan klanteneisen voldoen.
●De ingesneden oppervlakken werden geïnspecteerd om te waarborgen dat de randen glad zijn zonder scherpe randen of barsten.

Voordelen van het proces
●Combinatie van hoge sterkte en precisie: De T6 temperatuursbehandeling verbetert materiaalprestaties, terwijl het insnijproces uitzonderlijke nauwkeurigheid waarborgt.
●Seamloze Integratie: De gesmeed pijp- en groefprocessen zijn perfect geïntegreerd, waardoor fouten uit apart verwerken van onderdelen worden voorkomen.
●Betrouwbaarheid en Consistentie: Elke stap volgde strikte procescontrole, zodat elk product aan klantverwachtingen voldoet.

Conclusie
Door zorgvuldige procescontrole en nauwkeurige groeftechnologie hebben we succesvol de productie en verwerking van de 6061 aluminium grote gesmeed pijp voltooid. Het product voldoet aan de klantverwachtingen op het gebied van sterkte, dimensionele nauwkeurigheid en groevekwaliteit. Dit resultaat benadrukt onze technische expertise en dienstverleningscapaciteit in het veld van hoogprestatige aluminiumproductenfabricage.

Han Wei, an import and export trading company with advanced processing equipment for aluminum raw materials such as aluminum sheets and other aluminum raw materials as its main business.
Nr. 618 Shengfu Road, Jiuting Town, Songjiang District, Shanghai, China
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. Alle rechten voorbehouden - Privacybeleid-Blog