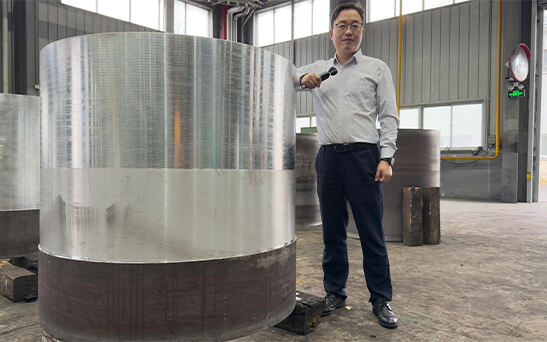
3. Kontrola procesa forge
Forge cijevi s takvim velikim prečnikom i duljinom od 1.2 metara zahtjeva izuzetne sposobnosti kontrole procesa. Za ovaj projekt, implementirali smo sljedeće ključne mjere:
●Grijanje: Billet od aluminija 5083 je grejan do optimalnog raspona temperature za forge, izbjegavajući prekomjerno grijanje koje bi moglo uzrokovati hrubu strukturu zrnanja ili premalo grijanje koje bi moglo sprečiti deformaciju. To je osiguralo da se materijal deformira unutar svoje plastične zone.
●Proces forge:
Koristio se veliki hidraulički tisak kako bi se postepeno proširio i oblikovao cijev, s preciznom kontrolom tlaka forge i brzine deformacije kako bi se osigurala jednolika distribucija zrnanja u materijalu.
Izvršeno je više međusobnih toplinskih obrada kako bi se eliminirali potencijalni koncentracije napona i mikropretrge tijekom forge, što je još unaprijedilo ukupnu performansu materijala.
●Kontrola dimenzija: Nakon forge, upotrebljena je precizna mjerna oprema kako bi se korak po koraku ispravila bilo kakva odstupanja u dimenzijama, osiguravajući da je konačni proizvod ispunjavao zahtjeve klijenta u smislu točnosti.