V reakci na specifické požadavky našeho klienta jsme úspěšně přizpůsobili kovanou trubku z hliníkové slitiny 5083 o délce 1.2 metru. Přísné rozměrové specifikace a vysoká výrobní obtížnost představovaly značné výzvy, které testovaly nejen vlastnosti materiálu, ale také přesnost našeho řízení procesu a schopnosti zařízení.

1. Analýza požadavků a vývoj plánu
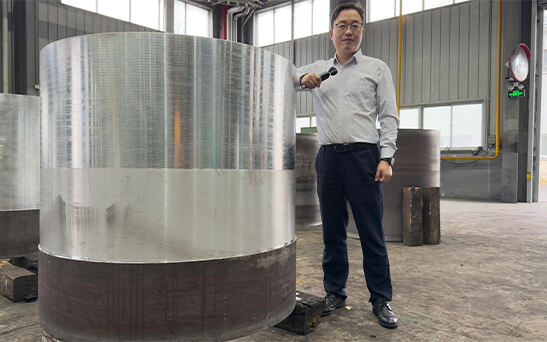
Klient stanovil na kovanou trubku přísné požadavky: výjimečně velký průměr, vysoká rozměrová přesnost a speciální délka 1.2 metru. Tyto specifikace činily výrobní proces obzvláště náročným, a to nejen z hlediska dosažení jednotnosti pro nadměrný průměr, ale také z hlediska řešení technických omezení kování tak dlouhé trubky.
Po mnoha diskusích s klientem jsme vyvinuli vlastní výrobní plán a jako surovinu jsme vybrali hliníkovou slitinu 5083, abychom zajistili mechanické vlastnosti a odolnost produktu proti korozi.

2. Výběr materiálu
Hliníková slitina 5083 je známá svou vynikající pevností, odolností proti korozi a svařitelností, díky čemuž je ideální volbou pro lodní techniku, tlakové nádoby a velké konstrukční díly. Odebrali jsme vysoce kvalitní předvalky z hliníkové slitiny 5083, abychom zajistili, že chemické složení a metalurgická kvalita splňují požadované normy a zaručují výkonnost produktu od samého počátku.

3. Řízení procesu kování
Kování trubky s tak velkým průměrem a délkou 1.2 metru vyžaduje výjimečné schopnosti řízení procesu. Pro tento projekt jsme zavedli následující kritická opatření:
●Zahřívání: Hliníkový předvalek 5083 byl zahřát na optimální rozsah kovací teploty, aby nedošlo k přehřátí, které by mohlo vést k hrubozrnné struktuře, nebo nedostatečnému zahřátí, které by mohlo bránit deformaci. To zajistilo, že materiál byl deformován v rámci jeho plastické oblasti.
●Proces kování:
K postupnému roztahování a tvarování trubky byl použit velký hydraulický lis s přesným řízením kovacího tlaku a rychlosti deformace pro zajištění rovnoměrného rozložení zrna v materiálu.
Bylo provedeno několik mezilehlých tepelných zpracování, aby se eliminovaly potenciální koncentrace napětí a mikrotrhliny během kování, což dále zlepšilo celkový výkon materiálu.
●Kontrola rozměrů: Po kování bylo použito přesné měřící zařízení pro korekci jakýchkoli rozměrových odchylek krok za krokem, čímž bylo zajištěno, že konečný produkt splňuje požadavky klienta na přesnost.

4. Kontrola kvality
Po procesu kování jsme provedli komplexní kontroly kvality kované trubky, abychom zajistili vnitřní i vnější kvalitu:
●Ultrazvukové testování: Ujistěte se, že potrubí je bez vnitřních trhlin, dutin nebo nečistot.
●Rozměrové měření: Provádělo se vícebodové měření průměru a délky, aby bylo zajištěno, že odchylky byly v rozsahu specifikovaném klientem.
●Testování mechanických vlastností: Ověřeno, že pevnost a houževnatost trubky splňují požadované normy.
Prostřednictvím přísných kontrol kvality produkt úspěšně splnil kritéria přijetí klienta.
5. Klientské doručení
Nakonec jsme dokončili výrobu nadrozměrné kované trubky podle plánu. Výrobek splnil očekávání klienta z hlediska rozměrů, výkonu a vzhledu a vysloužil si velkou pochvalu. Tento projekt nejen prokázal naši technickou odbornost ve výrobě velkých kovaných součástí, ale také poskytl cenné zkušenosti pro budoucí projekty.

Han Wei, dovozní a vývozní obchodní společnost s vyspělým zařízením na zpracování hliníkových surovin, jako jsou hliníkové plechy a další hliníkové suroviny, jako hlavní předmět podnikání.
No.618 Shengfu Road, město Jiuting, okres Songjiang, Šanghaj, Čína
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. Všechna práva vyhrazena - Zásady Ochrany Soukromí - Blog