Kvalita: 6061
Stavba: T6
Výrobní proces: Vytlačování
Další požadavky: Ultrazvuková kontrola třídy A

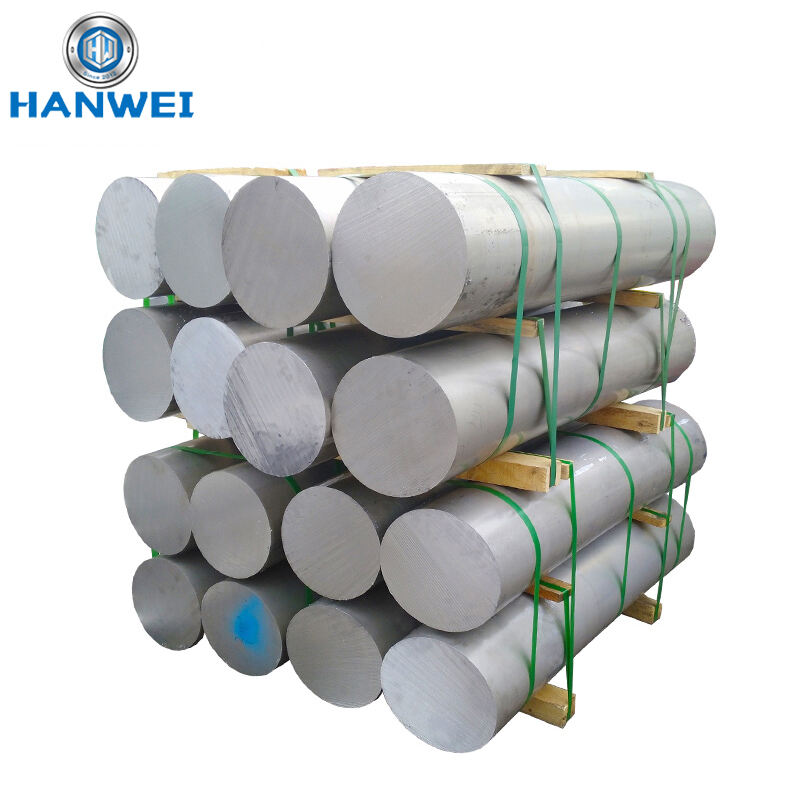
Výrobní proces velkého kovaného potrubí z aluminia 6061 s drážděnými konci
Podle požadavků zákazníka naše společnost úspěšně vyrobila vysokostranný velký vytlačený trubek z hliníkové slitiny 6061 a provedla přesné drážkování na obou koncích produktu. To zajistilo, aby produkt splňoval požadavky aplikace a projevoval vynikající výkon.

Výrobní proces
1. Výběr a příprava materiálu
Jako surový materiál byla vybrána slitina hliníku 6061 kvůli následujícím vlastnostem:
●Vysoká pevnost: vhodná pro konstrukční součásti, které nesou významné zátěže.
●Vynikající odolnost proti korozi: ideální pro použití v různých prostředích.
●Vynikající obráběnost: Zajišťuje přesnost během následného zpracování a výřezu.
Během přípravy materiálu byly provedeny přísné kontroly chemického složení a kovodělné kvality polotovaru, aby se zajistilo, že plně vyhovuje požadavkům na výrobu.

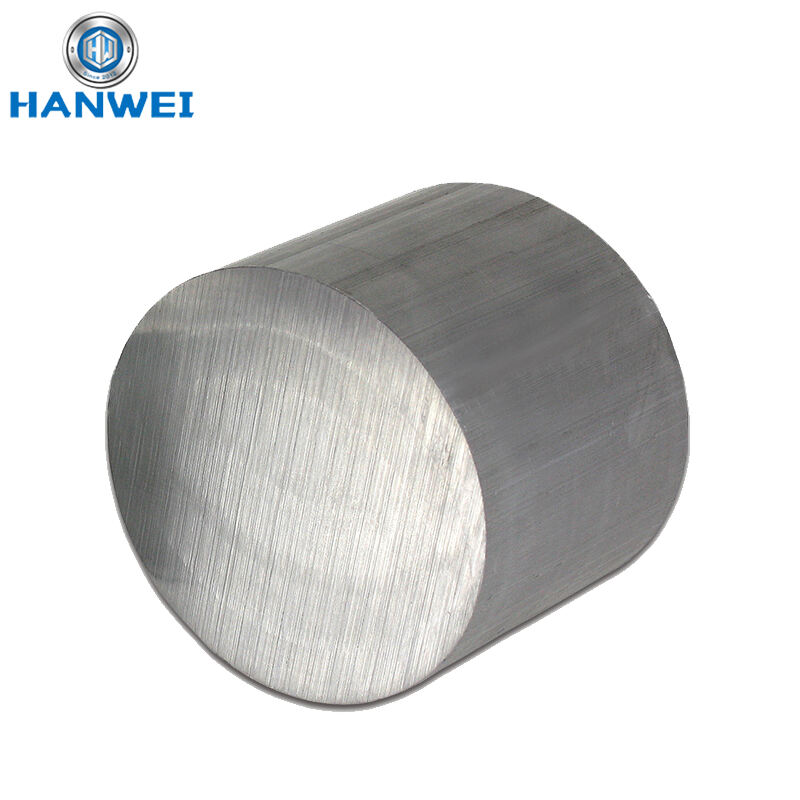
2. Výroba velkého kovaného potrubí
Použili jsme pokročilou kovací technologii pro výrobu velkého kovaného potrubí z slitin 6061 hliníku. Klíčové kroky jsou následující:
●Ohřev: Polotovar byl ohřát do optimální kovací teplotní oblasti pro slitinu 6061, aby kov byl ve nejlepším plastickém stavu.
●Kování a tvarování:
●Pomocí hydraulické tlačárny o vysoké nosnosti byl polotovar postupně rozšířen a kován do tvaru velkého potrubí.
●Během procesu byl přísně řízen tlak, rychlost deformace a teplota, aby se zajistila rovnoměrná distribuce vlok.
●Tepelná úprava: Potrubí prošlo rozpouštěcí úpravou a umělým stárnutím, čímž se zvýšila jeho pevnost a tvrdost, dosahujíc tak stupně T6.
●Ovládání rozměrové přesnosti: Průměr, tloušťka a délka trubky byly několikrát změřeny a upraveny, aby se zajistila plná shoda s požadavky zákazníka.

3. Náčrtní úprava na obou koncích
Po výrobě kované trubky byla provedena přesná náčrtní úprava na obou koncích produktu.
●Přesná náčrtní úprava: Použití více nástrojů pro řezání s cílem postupně vytvořit hladké a rozměrově přesné drážky.
●Kontrola rozměrů a kvality:
●Byly použity přesné měřicí nástroje ke kontrole hloubky, šířky a polohy drážek za účelem zajistění, že všechny parametry splňují požadavky zákazníka.
●Náčrtní plochy byly prohlédnuté s cílem zajistit hladké okraje bez výstupků nebo trhlin.

Výhody procesu
●Kombinace vysoké pevnosti a přesnosti: T6 tepelné zpracování zvyšuje vlastnosti materiálu, zatímco proces náčrtní úpravy zajistí vynikající přesnost.
●Seamless Integration: Procesy tvarování trubky a výroby drážek jsou dokonale integrovány, což snižuje chyby způsobené zpracováním jednotlivých dílů.
●Spolehlivost a konzistence: Každý krok sledoval přísnou kontrolu procesu, čímž bylo zajištěno, že každý produkt vyhovuje očekáváním zákazníků.

Závěr
Díky pečlivé kontrole procesu a přesné technologii vytváření drážek jsme úspěšně dokončili výrobu a zpracování velké tvarované trubky z hliníku 6061. Produkt vyhovoval očekáváním zákazníků v oblasti síly, rozměrové přesnosti a kvality drážky. Tento úspěch zdůrazňuje naše technické odborné znalosti a schopnosti v oblasti výroby vysokorychlostních hliníkových produktů.

Han Wei, an import and export trading company with advanced processing equipment for aluminum raw materials such as aluminum sheets and other aluminum raw materials as its main business.
Č.618 Shengfu Road, Jiuting Town, okres Songjiang, Šanghaj, Čína
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. Všechna práva vyhrazena - Zásady ochrany osobních údajů-Blog