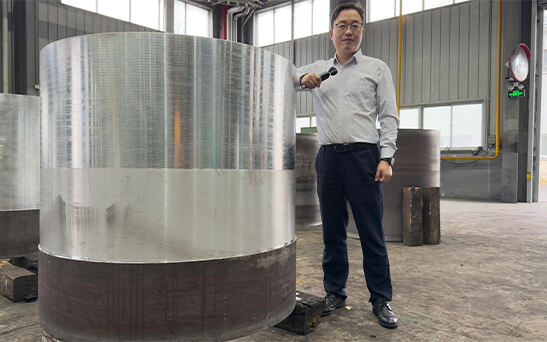
У відповідь на спеціальні вимоги нашого клієнта, ми успішно створили супер-розмірну трубу з кованого алюмінієвого сплаву 5083 завдовжки 1.2 метри. Строгі розмірні специфікації та висока складність виробництва поставили значні виклики, перевіряючи не тільки властивості матеріалу, але й точність нашого процесу контролю та можливості обладнання.

1. Аналіз вимог та розробка плану
Клієнт встановив строгі вимоги до кованої труби: надзвичайно великий діаметр, висока розмірна точність та спеціальна довжина 1.2 метра. Ці специфікації зробили процес виробництва особливо складним, не лише через досягнення однорідності для надмірного діаметру, але й через технічні обмеження ковки такої довгої труби.
Після кількох обговорень з клієнтом, ми розробили індивідуальний план виробництва та вибрали 5083 алюмінієвий сплав як сировину, щоб забезпечити механічні властивості продукту та його корозійну стійкість.

2. Вибір матеріалу
5083 алюмінієвий сплав відомий своєю відмінною міцністю, корозійною стійкістю та зварюваністю, що робить його ідеальним вибором для морського будівництва, тискових сосудів та великих конструкційних елементів. Ми отримали високоякісні 5083 алюмінієві бруски, щоб переконатися, що хімічний склад та металургічна якість відповідають необхідним стандартам, забезпечуючи якість продукту від початку.

3. Контроль процесу ковки
Ковка труби з такою великою діаметром та довжиною 1,2 метра вимагає виняткових здібностей керування процесом. Для цього проекту ми застосували наступні ключові заходи:
●Обробка нагрівом: Брусковий алюміній 5083 був нагрітий до оптимальної температури для ковки, уникнувши перенагріву, який мог би призвести до грубозернистої структури, або недонагріву, що міг би завадити деформації. Це забезпечило деформацію матеріалу в його пластичному діапазоні.
●Процес ковки:
Використовувався великий гідравлічний прес для поступового розширення та формування труби з точним контролем тиску ковки та швидкості деформації, щоб забезпечити рівномірне розподілення зерен у матеріалі.
Проводилося кілька проміжних термічних обробок, щоб вилучити можливі концентрації напружень та мікротріщини під час ковки, що ще більше покращувало загальну властивість матеріалу.
●Контроль розмірів: Після ковки використовувалось точне вимірювальне обладнання для корекції будь-яких відхилень розмірів крок за кроком, щоб забезпечити відповідність остаточного продукту вимогам клієнта щодо точності.

4. Контроль якості
Після процесу ковки ми провели всебічні перевірки якості кованої труби, щоб забезпечити якість зовнішньої та внутрішньої структури:
●Ультразвуковий контроль: Забезпечено відсутність внутрішніх тріщин, пор otherwise і заусенців.
●Вимірювання розмірів: Проведено багатоточкові вимірювання діаметра та довжини для забезпечення того, щоб відхилення знаходилися в межах, вказаних клієнтом.
●Тестування механічних властивостей: Перевірено, що сила та вологощі труби відповідають необхідним стандартам.
За допомогою строгих перевірок якості продукт успішно пройшов критерії приймання клієнта.
5. Доставка клієнту
Нарешті, ми завершили виготовлення надмірно великої кованої труби за графіком. Продукція відповідала очікуванням клієнта щодо розмірів, властивостей та зовнішнього вигляду, отримавши високу оцінку. Цей проект не лише продемонстрував наші технічні компетенції у виготовленні великіх кованних деталей, але й надав цінний досвід для майбутніх проектів.

Han Wei, an import and export trading company with advanced processing equipment for aluminum raw materials such as aluminum sheets and other aluminum raw materials as its main business.
Вулиця Шенгфу №618, місто Цзютін, район Сонгцзян, Шанхай, Китай
Авторське право © Shanghai Hanwei Aluminium Industry Co., Ltd. Всі права захищені - Політика конфіденційності -Блог