
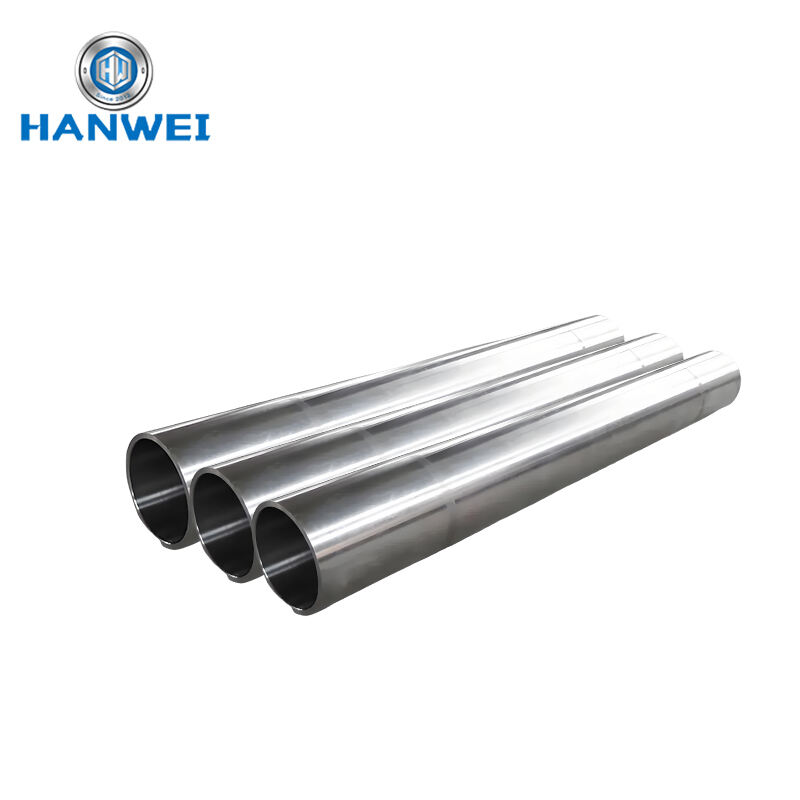




◆Grade: GR2 Pure Titanium Tubes
◆Ti-6Al-4V (GR5) Titanium Tubes
◆Diameter: Contact us
◆Production Process:Rolling Foging available with very thick
Titanium Tubes Applications:
Titanium tubes are known for their remarkable strength, corrosion resistance, and lightweight properties, making them an ideal material in various demanding applications across several industries. Their ability to withstand extreme environments, including high temperatures and corrosive atmospheres, makes titanium tubes highly versatile. Here are some key applications of titanium tubes:
1. Aerospace Industry
Applications: Titanium tubes are extensively used in aerospace for hydraulic systems, fuel lines, and structural components of aircraft and spacecraft.
Advantages: The lightweight yet strong nature of titanium reduces aircraft weight while maintaining structural integrity. Additionally, titanium’s resistance to extreme temperatures and corrosion makes it perfect for use in the high-stress environments of aerospace applications.
2. Marine Industry
Applications: Titanium tubes are used in marine environments, such as seawater desalination plants, shipbuilding, and offshore oil platforms.
Advantages: Titanium's exceptional corrosion resistance to saltwater and harsh marine environments makes it ideal for long-term use in marine applications, where traditional materials would corrode over time.
3. Chemical Processing
Applications: Titanium tubes are commonly found in chemical processing plants, where they are used for heat exchangers, condensers, piping systems, and reactors that handle corrosive chemicals.
Advantages: Titanium's resistance to aggressive chemicals, acids, and high temperatures ensures durability and longevity in chemical processing operations, reducing maintenance and replacement costs.
4. Power Generation
Applications: Titanium tubes are widely used in power plants, including nuclear, geothermal, and gas turbines, for heat exchangers, condensers, and piping systems.
Advantages: Titanium's ability to withstand extreme temperatures and pressures, as well as its corrosion resistance, makes it suitable for use in energy production systems, ensuring efficiency and reliability in demanding environments.
5. Medical Industry
Applications: Titanium tubes are used in medical equipment, such as surgical instruments, implants, and prosthetics.
Advantages: Due to its biocompatibility, titanium is well-suited for medical applications. Titanium tubes are used in implants like bone replacement systems, where their non-reactive nature ensures safety and durability within the human body.
6. Automotive Industry
Applications: Titanium tubes are used in high-performance automotive components, such as exhaust systems, suspension components, and roll cages.
Advantages: The combination of strength, lightweight, and heat resistance makes titanium ideal for use in motorsports and luxury vehicles, improving performance and fuel efficiency without compromising durability.
7. Oil and Gas Industry
Applications: Titanium tubes are used in oil and gas exploration and production equipment, including subsea piping systems and heat exchangers in offshore platforms.
Advantages: Titanium's resistance to corrosion in the presence of harsh chemicals and saltwater makes it ideal for use in the oil and gas industry, where equipment is exposed to aggressive environments.
8. Sports and Recreation
Applications: Titanium tubes are used in high-performance sports equipment, including bicycle frames, golf clubs, and camping gear.
Advantages: The lightweight and durable properties of titanium make it a preferred material for sporting goods that require strength without adding unnecessary weight, improving overall performance for athletes.
9. Architecture and Construction
Applications: Titanium tubes are used in modern architectural designs for decorative and structural purposes, including exterior cladding, supports, and railings.
Advantages: Titanium’s corrosion resistance and sleek appearance make it a popular choice for high-end architectural applications, offering both aesthetic appeal and durability, particularly in coastal or harsh environments.
10. Industrial Manufacturing
Applications: Titanium tubes are utilized in manufacturing equipment, tools, and machinery, particularly in industries that involve high temperatures or corrosive environments.
Advantages: Titanium’s resistance to wear and corrosion ensures longer-lasting machinery components, reducing downtime and maintenance costs in industrial settings.
11. Heat Exchangers
Applications: Titanium tubes are used in heat exchangers in various industries, including chemical, oil & gas, and marine industries.
Advantages: The superior heat transfer properties of titanium, combined with its corrosion resistance, make it an excellent material for heat exchangers in environments where both temperature and corrosive elements are factors.
In conclusion, titanium tubes are used across a wide range of industries due to their exceptional properties, including strength, lightweight, corrosion resistance, and high-temperature performance. Whether in aerospace, marine, medical, or industrial applications, titanium tubes offer reliability and longevity, making them a crucial material in critical environments

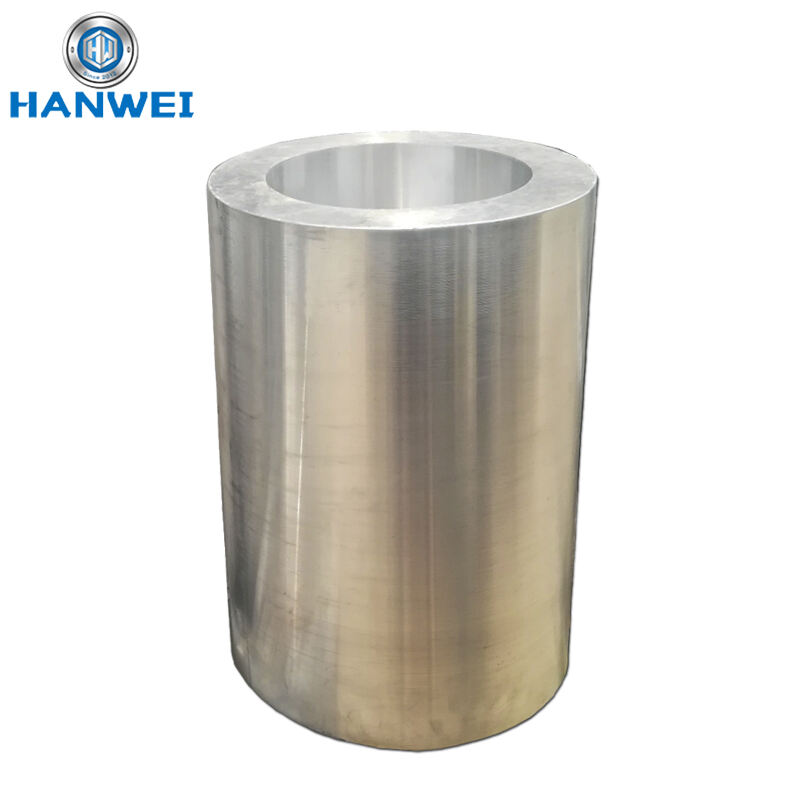
Aluminum Forging Tube / ring
6061 T6Aluminum Seamless Pipe
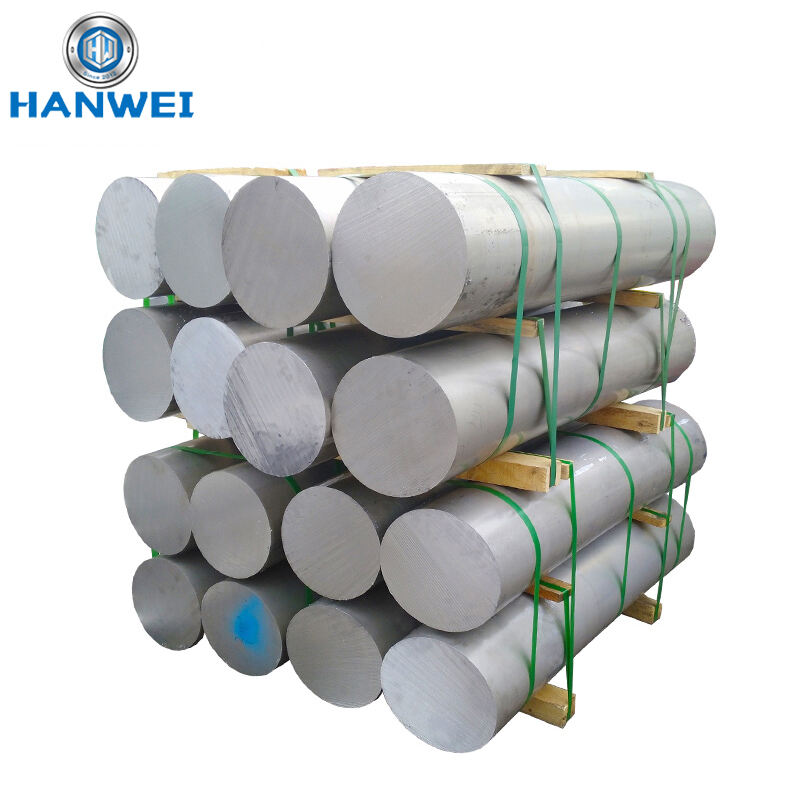
4032 Aluminum Round Ba
7075 Aluminum Round Bar

Han Wei, an import and export trading company with advanced processing equipment for aluminum raw materials such as aluminum sheets and other aluminum raw materials as its main business.
No.618 Shengfu Road, Jiuting Town, Songjiang District, Shanghai, China
Copyright © Shanghai Hanwei Aluminium Industry Co., Ltd. All Rights Reserved - Privacy Policy - Blog





