სწრაფი ბმულები


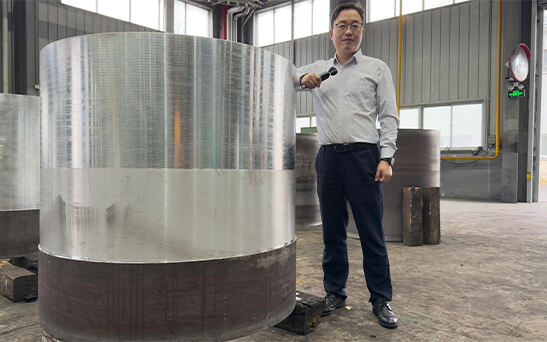
ჩვენი კლიენტის სპეციფიკური მოთხოვნების შესაბამისად, ჩვენ წარმატებით შევქმენია საკუთარი ზომის 5083 ალუმინიუმის გარბენის ხანგრძლივი ტუბი 1.2 მეტრის სიგრძით. მარტივი ზომის სპეციფიკაციები და სიღრმისეული პროდუქციის რთულები წარმოადგენდა საკმარისად დიდ გამოწვევას, რომელიც ტესტირებდა არამატერიალის თვისებებს, პროცესის კონტროლის და მართვის ზუსტებას და ავარიულობას.

1. მოთხოვნების ანალიზი და განვითარება
კლიენტმა დააყოფა მარტივი მოთხოვნები გარბენის ტუბისთვის: განსაკუთრებით დიდი დიამეტრი, მაღალი ზომის ზუსტება და 1.2 მეტრის სპეციალური სიგრძე. ეს სპეციფიკაციები განსაკუთრებით რთულები წარმოადგენდა პროდუქციის პროცესში, არამატერიალის უნიფორმობის აღდგენით და გარბენის ასეთი გრძელი ტუბის ტექნიკური ზღვარების გადაჭარბებით.
კლიენტთან რამდენიმე განხილვას შემდეგ, ჩვენ განვიხილეთ პერსონალიზებული წარმოების განვითარების განყოფილება და 5083 ალუმინიუმის ლigaციას არჩევა წარმოების მექანიკური თვისებებისა და კოროზიის წარმოღების გარანტირებისთვის.

2. მასალის არჩევანი
5083 ალუმინიუმის ლigaცია ცნობილია მის მსგავსი ძალის, კოროზიის წარმოღებისა და სველობის გამო, რაც ხდის მას იდეალურად არჩევანს მარინარული ინჟინრის თვისებებისთვის, წნევის ვესელებისა და დიდი სტრუქტურული ელემენტებისთვის. ჩვენ გამოვიყენეთ ხარისხიანი 5083 ალუმინიუმის ლigaციის ბილეტები, რომ გარანტირდეს ქიმიური სამყარო და მეტალურგიული ხარისხი საჭირო სტანდარტებში და გარანტირდეს პროდუქტის მუშაობა დასაწყისიდან.

3. სველის პროცესის კონტროლი
1.2 მეტრის სიგრძის და ასეთი დიამეტრის მაგალითის სველი მოითხოვს განსაკუთრებით პროცესის კონტროლის შესაძლებლობას. ამ პროექტისთვის ჩვენ განვიხილეთ შემდეგი გარკვეული ზომები:
● გათბობა: 5083 ალუმინის ბილეტი გათბობის ოპტიმალურ ტემპერატურამდე გათბობული იყო, გამოვიდა გათბობის გამო, რომელიც შეიძლება გამოწვევა ქველის გრანულურ სტრუქტურაზე ან ქვე-გათბობა, რომელიც შეიძლება დაზღვევა გარკვეული. ეს უზრუნველყოფა მასალის გარკვეულ პლასტიკურ დიაპაზონში გარკვეული იყო.
● გათბობის პროცესი:
გამოყენებული იყო დიდი ჰიდროლიკული პრესი სასურველი ჩამორთვის და სასურველი ფორმის გამოსახატვლად, გათბობის დაჭერისა და გარკვეული სიჩქარის ზუსტი კონტროლით, რათა დარწმუნდეს მასალაში გრანულური განაწილების ერთნაირობა.
შესრულებული იყო რამდენიმე შუა ტემპერატურის გამოწვევა, რათა გათბობის განმავლობაში შეიძლება გამოწვევა სტრესის კონცენტრაცია და მიკრო ტრისტები, რაც მასალის საერთო გამოსახატვლად უფრო გაუმჯობეს.
● ზომის კონტროლი: გათბობის შემდეგ, გამოყენებული იყო ზუსტი ზომვის აპარატურა ზომის გადახრების ნაბიჯად გამოსაკეთებლად, რათა დარწმუნდეს, რომ საბოლოო პროდუქტი მოხდა კლიენტის ზუსტობის მოთხოვნების შესაბამისად.

4. ხარისხის შემოწმება
ფორმინგის პროცესის შემდეგ, ჩვენ ჩატარეთ განვითარებული ხარისხის შემოწმება ფორმილი მაღალზე, რათა დარწმუნდეთ, რომ შესაბამისია შიდა და გარემოვანი ხარისხი:
●ულტრასაouncე ტესტი: დარწმუნებული იყო, რომ მაღალა თქვენ შიდა ტრაქტერების, ცარიელი ან ნებისმიერი იმპურიტეტი.
●გაზომვა: ჩატარებული მრავალ წერტილი გაზომვა დიამეტრის და სიგრძეს, რათა დარწმუნდეთ, რომ გადახრები იყო კლიენტის მითითებული დიაპაზონი.
●მექანიკური თვისებების ტესტი: დადასტურებული იყო, რომ მაღალის ძალა და გამძლევა შეესაბამება საჭირო სტანდარტებს.
მაღალი ხარისხის შემოწმების მეშვეობით, პროდუქტი წარმატებით გაიარა კლიენტის მიღწევის კრიტერიები.
6. კლიენტის მისაწვდომად
ბოლოს, ჩვენ დასრულეთ გამოწვევა სუპერ-ზომის ფორმილი მაღალზე დროის შესაბამისად. პროდუქტი შეესაბამება კლიენტის ლოგიკას განზომილებები, მუშაობა და მაგიდის მიმართულებით, რაც მიიღო მაღალი აღინიშნება. ეს პროექტი არ მხოლოდ ჩვენი ტექნიკური ექსპერტიზა დიდი ფორმილი კომპონენტების მწვევის დამტკიცებულია, არამედ გამოიწვიო მნიშვნელოვანი გამოცდილება მომდევნო პროექტებისთვის.

Han Wei, an import and export trading company with advanced processing equipment for aluminum raw materials such as aluminum sheets and other aluminum raw materials as its main business.
№618 შენგფუ რუკა, ჯიუტინგ ქალაქი, სონგჯიანგის რაიონი, შანგჰაი, ჩინეთი
COPYRIGHT © SHANGHAI HANWEI ALUMINIUM INDUSTRY CO., LTD. ALL RIGHTS RESERVED - პირადი დანიშნულებების პოლიტიკა-ბლოგი